风水球的安装(风水球安装示意图)
风水球是一种流行的风水用品,它能够起到调节家居气场的作用,让我们的生活更加和谐。 对于初次接触风水球的人来说,安装这个小小的装饰品却是一件不容易的事情。 风水球的安装应该注意哪些问题呢?我们不妨来探讨一下。
一、球形罐的构造及形式
(一)球形罐的构造
1. 球形罐有球罐本体、支座(或支柱)及附件组成。
2. 球形罐本体为由球壳板拼焊而成的圆球形容器,为球形罐的承压部分。
3. 球形罐的支座常为由多根钢管制成的柱式支座,以赤道正切柱式最普遍。
4. 球形罐的附件;有外部扶梯、阀门、仪表,部分大型球形罐罐内还有内部转梯。
(二)球形罐的形式
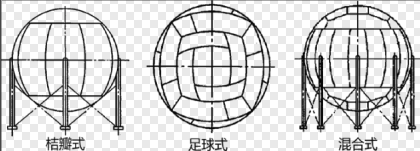
球形罐按其本体壳板的分片结构形式可分为桔瓣式、足球式和混合式三种。
1. 桔瓣式球形罐。组成球壳体的球壳板板片由经线和纬线分割而成,形状如同桔瓣。分为 3~7带,依次分别为:赤道带;上、下温带;上、下寒带;上、下极。
2. 足球式球形罐。球壳体按足球分瓣的方法分成多块形状、尺寸相同的球壳板拼焊而成。
3. 混合式球形罐。为桔瓣式与足球式的结合。分为 3~7 带,赤道带和上、下温(寒)带采用桔瓣式;上、下极采用足球式,极板又分极中板、极侧板和极边板。
了解。
二、球壳和零部件的检查和验收
球壳和零部件的检查和验收工作包括对质量证明书等技术质量文件的检查、球壳板检验和支柱、零部件的检验,主要有:
(一)质量证明文件检查
1. 球形罐质量证明书包括的内容:制造竣工图样;压力容器产品合格证;产品质量证明文件;特种设备制造监督检验证书。
2. 产品过程技术资料包括:质量计划或检验计划;主要受压元件材质证明书及复验报告;材料清单;材料代用审批证明;结构尺寸检查报告;焊接记录;热处理报告及自动记录曲线;无损检测报告;产品焊接试件检验报告;产品铭牌的拓印件或者复印件。
(二)球壳板检查
1. 球壳板的形式与尺寸应符合图样要求,不得拼接且表面不允许存在裂纹、气泡、结疤、折叠和夹杂等缺陷,球壳板不得有分层。
2. 球壳板超声波测厚
球壳板应进行超声波测厚抽查,抽查数量不得少于球壳板总数的20%,且每带不少于2块,上、下极不少于1块,每张球壳板检测不少于5点,其中4个点分布在距离边缘100mm左右的位置并包括各顶角附近,1个点位于球壳板的中心附件。实测厚度应不小于设计厚度,若有不合格,应加倍抽查,若仍有不合格应对球壳板进行100%超声波测厚检查
3. 球壳板超声波探伤
球壳板周边100mm范围应进行超声波检查抽查,被抽查数量不得少于球壳板总数的20%,且每带不少于2块,上、下极不少于1块。其结果应符合规范规定,若发现超标缺陷,应加倍抽查,若仍有超标缺陷,则100%检验。
(三)产品试板检查
1. 外形尺寸和数量
制造单位提供每台球形罐6块焊接试板,其尺寸为600mmx180mm。
2. 标识和技术条件
(1)试板材料与球罐材料应具有相同标准、相同牌号、相同厚度和相同热处理状态。
(2)试板与球壳板的坡口形式相同。
理解。
三、球形罐组装与焊接
球形罐的组装常用的方法有散装法(又称分片法)和分带组装法(又称环带法)。
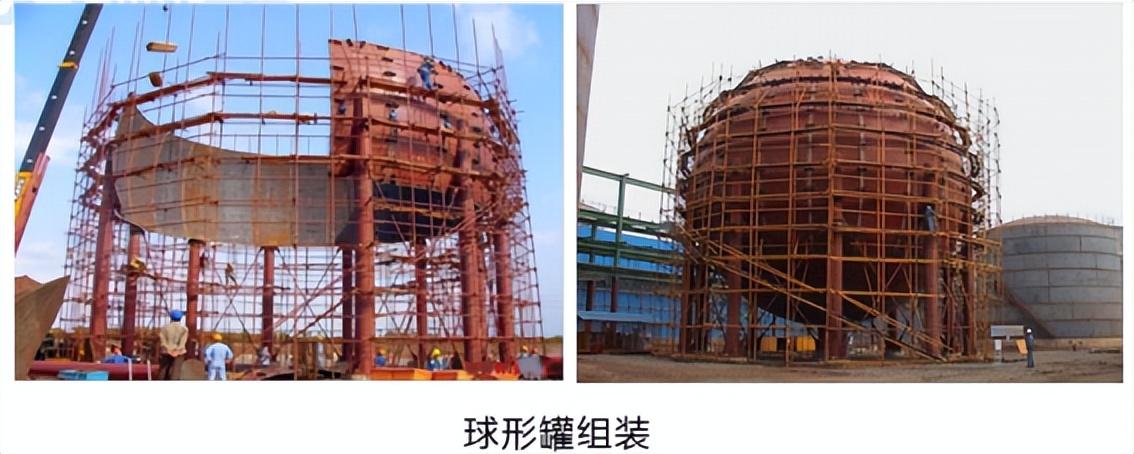
(一)球形罐散装法
1. 球形罐施工宜采用散装法。散装法是以单块球壳板(或几块球壳板)为最小组装单元的组装方法。组装采用工卡具调整球壳板组对间隙和错边量,不得进行强力组装。
2. 组装总体程序
(1)以 5 带球形罐为例:支柱和赤道板组对→赤道带板组装→中心柱安装→下温带板组装→上温带板组装→中心柱拆除→下极板组装→上极板组装→内外脚手架搭设→调整及组装质量总体检查。
(2)当前现场较多地采用了无中心柱组装施工工艺,在温(寒)带或极带组装中不需要使用中心柱固定。因而上述有关中心柱的步骤可予以取消。
(二)球形罐分带组装法
1. 分带组装法是在现场的一个平台或一个大平面上,按照赤道带、上下温带、上下极板等分别组对并焊接成环带,然后把各环带组装成球罐的方法。
2. 组装焊接原则程序
平台上组装赤道带→赤道带纵缝焊接→平台上组装上、下温带→上、下温带纵缝焊接→平台上组装焊接上、下极板→上、下极板与上、下温带组焊→下温带(包括极板)吊到基础中心→安装支柱→吊装赤道带、就位后找水平度→下温带与赤道带安装→上温带与赤道带安装→内外脚手架搭设→组装后整体检查→赤道带与上、下温带环缝焊接及支柱与赤道带焊接→焊后总体检查。
这里球罐的组装方法及具体内容还是需要掌握的,理解后会好记一点。
(三)球形罐焊接
1.一般原则
(1)应取得相应项目的资格后,方可在有效期间内担任合格项目范围的焊接工作。
(2)应使用经过评定合格的焊接工艺规程或根据焊接工艺评定报告编制的焊接作业指导书。
(3)每台球形储罐应按施焊位置做横焊、立焊和平焊加仰焊位置的产品焊接试件各一块。
2. 焊接顺序
(1)焊接程序原则:先焊纵缝,后焊环缝;先焊短缝,后焊长缝;先焊坡口深度大的一侧,后焊坡口深度小的一侧。
(2)焊条电弧焊时,焊工应对称分布、同步焊接,在同等时间内超前或滞后的长度不宜大于500mm。焊条电弧焊的第一层焊道应采取分段退焊法。多层多道焊时,每层焊道引弧点宜依次错开25~50mm。
焊接的内容理解记忆。
四、球形罐焊后整体热处理
球形罐根据设计图样要求、盛装介质、厚度、使用材料等确定是否进行焊后整体热处理。球形罐焊后整体热处理应在压力试验前进行。
(一)整体热处理前的条件
1.已经批准的热处理施工方案。
2.整体热处理前,与球形罐受压件连接的焊接工作全部完成,各项无损检测工作全部完成并合格。
3.加热系统已调试合格。
4.工序交接验收前面工序已经完成,办理工序交接手续。
(二)热处理工艺实施
1. 球形罐整体热处理方法:国内一般采用内燃法,保温材料宜采用岩棉或超细玻璃棉。
2.热处理工艺要求
(1)热处理过程应控制的参数:热处理温度、升降温速度和温差。
(2)测温点要求。在球壳外表面均匀布置,相邻测温点间距小于 4.5m。测温点总数应符合规定。在距上、下人孔与球壳板环焊缝边缘 200mm 范围内各设 1 个测温点,每个产品焊接试件应设 1 个测温点。
(3)产品焊接试件应与球形罐一起进行热处理,并应放置在球形储罐热处理过程中高温区的外侧。
(4)整体热处理时应松开拉杆及地脚螺栓,检查支柱底部与预先在基础上设置的滑板之间的润滑与位移测量装置。热处理过程中应检测柱脚实际位移值及支柱垂直度,及时调整支柱使其处于垂直状态。热处理后应测量并调整支柱的垂直度和拉杆挠度。
重点内容关注一下。
(三)整体热处理后质量检验
1. 效果评定
球形罐焊后热处理的效果评定,主要依据热处理工艺报告和产品试板力学性能试验报告。
2. 产品焊接试件检验
(1)当产品焊接试件的拉伸、弯曲性能、冲击试验不合格时,可允许复验。
(2)当产品焊接试件的力学性能试验的复验结果仍不合格时,则该球形储罐的产品焊接试件应判为不合格。当产品试件判为不合格时,应分析原因,可将试件及其所代表的球形储罐重新按照修正的热处理工艺进行热处理。
五、耐压和泄漏试验
1.耐压试验
(1)耐压试验有液压试验、气压试验及气液混合压力试验。
(2)试验过程中,球形罐无渗漏,无可见的变形和异常声响为耐压试验合格。
2. 泄漏性试验
(1)球罐需经耐压试验合格后方可进行泄漏性试验;
(2)泄漏性试验分为气密试验、氨检漏试验、卤素检漏试验和氦检漏试验。
(3)气密试验所用气体为干燥的洁净空气、氮气或其他惰性气体,试验压力为球罐的设计压力。无泄漏为试验合格。
理解,重点内容关注一下。
特别说明:本套机电专业知识的梳理,仅用于学习交流,不做商用。文中蓝色字体为我个人的总结,加入了自己的思考,故文章勾选了“原创”的标签。黑色文字为摘录书本中内容,但是重点内容做了加粗,这些加粗的内容,也是加入了我思考后的结果。红色文字为增加的拓展知识,作为书本的补充。增加了一些图片,供学习,部分来源于网络或其他,如涉及侵权,请联系我删除或修改。
风水球的安装
在风水学中,风水球是一种具有祈福和化煞作用的工具,它不仅能够调节居住环境的气场,还能为家庭带来好运。想要更好的利用风水球,就需要正确地进行安装。
1. 安装位置
安装风水球时需要注意选择合适的位置。通常来说,应该选择进门处或者窗户边缘等容易积聚负能量的地方进行安装。同时也要避免将其直接对着卧室或者厨房等重要房间。
值得一提的是,在安装过程中不要忽略周围环境对于气场影响。比如在阳台或露台上加个花盆或布置些植物可以起到良好的配合效果。
2. 安装高度
风水球应该根据实际情况选择安装高度。一般而言,居家用品类饰品建议放置在人体视线范围内即可达到足够效果。另外也可以根据自己喜好和空间大小进行调整。
3. 安装方式
风水球的安装方式也是需要注意的,一般建议使用豆腐钉或者吸盘等固定工具。在安装过程中应该充分考虑安全因素,保证其能够稳固地固定在墙上。
4. 其他建议
- 购买时选择正宗厂家生产的产品,并仔细查看商品说明以及包装上的相关信息。
- 定期清洁和更换风水球。如果长时间不进行清洁会影响到其美观程度和有效性。
- 最好避免将多个风水球放置在同一个房间内,以防相互干扰或者产生负面效果。
通过以上介绍,相信大家对于风水球的安装有了更加深入的了解。希望能够帮助大家提升生活品质、改善居住环境并招来好运。
★《布宫号》提醒您:民俗信仰仅供参考,请勿过度迷信!